Knowledge Hub
Concrete Engineering Insights for Dams & Hydropower
Deep-research articles on concrete engineering for dams, tunnels, and hydropower, by India's leading concrete technology consultancy. From mix design and thermal control to failure forensics, IS/ACI standards, and long-term durability.
Editor's Picks
Start here
Hand-picked articles. The fastest path into PCCI's research on dam-concrete engineering.

IS 456:2025 Revision Explained: What Changes for Dam and Hydropower Concrete Engineers
India's foundational concrete code is undergoing its most significant revision in a quarter century. The draft fifth revision of IS 456 expands from 'Plain and Reinforced Concrete' to 'Structural Concrete,' introducing six limit states, dedicated chapters on roller compacted concrete and high-performance concrete, and a shift from prescriptive to performance-based durability design. For engineers working on dams and large infrastructure, these changes affect everything from mix design submissions to long-term durability compliance.
Read Article
Alkali-Aggregate Reaction (AAR) in Dam Concrete: Identification, Prevention, and Management
Alkali-aggregate reaction is the slow-motion structural crisis of dam engineering. Unlike thermal cracking, which reveals itself within days of placement, AAR works silently for decades before surfacing as map cracking, joint misalignment, or gate seizure. By the time symptoms are visible, the reaction has already consumed years of the structure's service life. The Mactaquac Dam in Canada, built in 1968, will cost an estimated CAD 7.5-9 billion to rehabilitate, all because the greywacke aggregate in its concrete reacted with alkalis in the cement. That is the cost of not testing, not specifying, and not controlling for AAR at the construction stage. This article explains the mechanism, the warning signs, the testing protocols, and the mix design strategies that prevent it.
Read Article
Dam Foundation Grouting: Curtain, Consolidation, Contact. 3 Methods, Pressures, and QC Criteria
A dam is only as good as its foundation. The concrete above may be perfectly designed and flawlessly placed, but if the rock beneath it is permeable, fractured, or weak, the dam will seep, settle, or fail. Foundation grouting is the engineering intervention that transforms natural rock into a competent dam foundation. Three distinct grouting programmes serve different purposes: curtain grouting creates an underground wall to block seepage, consolidation grouting strengthens the rock mass to support the dam load, and contact grouting seals the interface between the concrete and the rock. Each requires different materials, pressures, sequences, and quality control, and getting any of them wrong compromises the entire structure.
Read Article
Concrete Honeycombing in Dam Construction: 7 Causes, NDT Diagnosis, and Repair Decisions
Honeycombing occurs when concrete voids remain unfilled by cement paste, leaving exposed coarse aggregate with air pockets between particles. In dam construction, honeycombing is more than cosmetic: it creates zones of zero tensile strength, high permeability, and accelerated deterioration. Every honeycomb on a dam face raises the same question: is this a surface defect or does it extend into the structural section? The answer determines whether the repair is a simple surface patch or a major structural intervention.
Read Article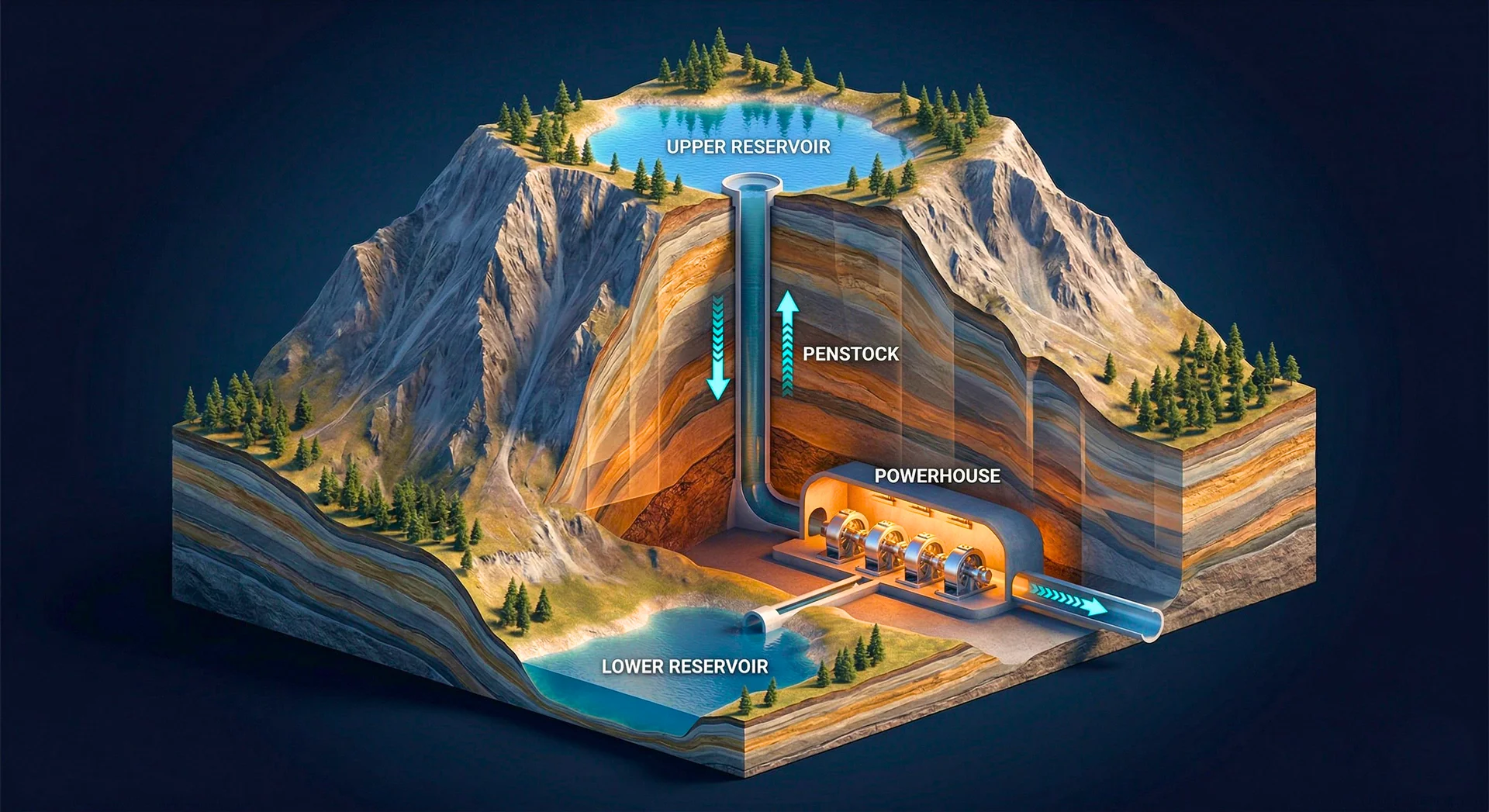
Pumped Storage Hydropower: Why Concrete Technology Will Define India's 100 GW Ambition
India is planning the most aggressive pumped storage buildout in the world: from 4.7 GW operational today to 100 GW by 2036. That requires building hundreds of new dams, reservoirs, tunnels, and underground powerhouses in some of the most geologically challenging terrain on earth. The concrete technology decisions made on these projects will determine whether they deliver on time and perform for 50+ years, or join the growing list of Indian hydropower projects plagued by delays and cost overruns.
Read Article
Understanding ICOLD Bulletins: A Practitioner's Guide for Dam Engineers
The International Commission on Large Dams publishes the most authoritative technical guidance on dam engineering in the world. Over 180 bulletins cover every aspect of dam design, construction, safety, and operation. For concrete technology specialists, a handful of these bulletins are essential references that fill gaps left by Indian and American standards. But navigating the ICOLD library is challenging: bulletins are numbered sequentially, not thematically, some are decades old, and not all are freely accessible. This guide identifies the ICOLD bulletins most relevant to concrete technology, explains what each covers, and shows how they integrate with IS and ACI standards in Indian practice.
Read ArticleBrowse our library
88 articles
USACE EM 1110-2-2000 (Civil Works Concrete): A Walkthrough
USACE EM 1110-2-2000 is the US Army Corps of Engineers' engineering manual for concrete for civil works structures: locks, gates, intake structures, penstocks, hydraulic structures, and conventional-vibrated mass concrete in dams. Unlike ACI 207 (a technical guide) or ICOLD Bulletin 165 (an international consensus reference), EM 1110-2-2000 is a procedural manual that walks an engineer from materials investigation through to the final concrete report. For Indian hydropower and civil works projects where international lender involvement or US-derived design specifications bring USACE references into the project stack, EM 1110-2-2000 is the practical companion that ties materials, mix design, construction, and quality verification into a single procedural document. This brief walks the manual chapter by chapter, explains the Concrete Materials Design Memorandum that anchors the USACE workflow, and shows how to integrate EM 1110-2-2000 with ACI, ASTM, ICOLD, and IS standards on Indian civil works concrete projects.

Concrete for Intake Structures and Gate Slots in Dams: Precision, Durability, and Embedded Metalwork
Intake structures and gate slots demand the tightest dimensional tolerances and the most durable concrete in any dam project. A gate slot that is 5 mm out of alignment will not seat properly. An intake surface that erodes under high-velocity flow will create turbulence in the penstock. This guide covers the concrete technology requirements for these precision components, from mix design and placement to embedded metalwork coordination and quality verification.
Adiabatic Temperature Rise Testing for Mass Concrete in Dams
Every serious thermal control plan for a mass concrete dam starts with one input: the adiabatic temperature rise curve. The finite element model needs it. The placement temperature ceiling depends on it. The cooling pipe spacing is derived from it. And almost no practitioner reference explains how the test itself is run. Adiabatic temperature rise testing isolates the heat-generation signature of a specific mass concrete mix from every other thermal variable. The protocol is USBR Procedure 4911 in the United States, with semi-adiabatic alternatives codified by RILEM TC 119-TCE and Indian guidance in IS 14591 and IS 4031 Part 9. This brief walks the test protocol clause by clause, sets out the parameter extraction, quantifies how supplementary cementitious materials change the curve, and shows how the result feeds the thermal control plan PCCI applies on dam concrete projects.

ICOLD Bulletin 177 (RCC Dams): A Practitioner's Walkthrough
ICOLD Bulletin 177 is the international consensus reference for roller-compacted concrete dams, published in 2020. It replaces Bulletin 126 (2003) and absorbs 15+ years of RCC technology evolution: high-paste vs lean-paste proportioning, GERCC and IVRCC facing, modern lift-joint treatment, super-retarded high-workability RCC, and an expanded RCC arch dams chapter driven by Chinese practice. For Indian dam engineers, Bulletin 177 fills a specific gap. IS 457 (1957) has no RCC provisions. ACI PRC-207.5-11 is US-centric. The reference that ties global RCC practice into one document is Bulletin 177, and most modern Indian RCC tenders invoke it explicitly. This brief walks the bulletin chapter by chapter, documents the delta from Bulletin 126, sets out the specification language for invoking it on Indian projects, and frames where it fits alongside ACI PRC-207.5 and IS 456 in a dual-standard concrete spec.

Sulfate Attack on Dam Concrete: Mechanisms, Standards, Mitigation
Sulfate attack is the durability mechanism that consumes dam concrete from the foundation contact upward, from gypsum-bearing groundwater inward, and from inside the concrete itself when early-age temperatures cross thresholds the mass concrete designer never anticipated. Four distinct mechanisms (external sulfate attack, internal sulfate attack, delayed ettringite formation, and thaumasite sulfate attack) act through different chemical pathways and demand different mitigation strategies. The C3A content of the cement matters; the w/cm matters; the SCM strategy matters; the early-age temperature ceiling matters. This brief walks the four mechanisms, the diagnostic signs, the ACI 318 and Indian-standards framework, and the mitigation strategy that PCCI applies on dam projects with documented or suspected sulfate exposure.

Hold and Witness Points for Dam Concrete: An 18-Point Reference for QA/QC
Hold and Witness points are where a paper QA/QC plan becomes an enforceable construction-phase mechanism. They are also the single largest source of disputes between Contractor and Owner's Engineer on hydropower dam projects. The register is not a long list. Eighteen points cover every gate a dam-concrete pour cycle realistically needs, from aggregate source acceptance through post-pour acceptance/repair/reject disposition. Anything less leaves the Engineer without enforcement leverage; anything more produces friction without protection. This brief sets out the 18-point reference register, classified to FIDIC and ISO 9001:2015 frameworks, with the verification basis, evidence required, common failure mode, and PCCI-recommended practice for each gate.

Diagnosing Concrete Cracking on a Dam Construction Site: A Field Workflow for Owner's Engineers
Every concrete dam programme produces cracks. Some are predicted by the design. Some are tolerated by the specification. Some are warnings that something is wrong. The owner's engineer's job is not to be surprised by the existence of cracks. The job is to distinguish, fast, between cracks that the structure will live with for 100 years and cracks that the structure will fail because of. This is the field workflow used to make that distinction. It runs in five steps: observe, classify, diagnose, assess severity, decide response. It takes 60 to 90 minutes for a typical crack pattern on a dam site. The decision it produces guides the next 20 to 50 years of the structure's life. The workflow is not a substitute for engineering judgment. It is a discipline that ensures the judgment is applied to the right evidence in the right order. Skipping a step is how owner's engineers miss what they were brought on site to catch.

Accept, Repair, or Reject Concrete: A Decision Framework for Dam Construction
Every hydropower dam construction programme produces non-conforming concrete at some point. A cube fails at 28 days. A dimensional check shows the wall is 12 mm off. Honeycombing appears after form stripping. UPV readings on a lift show velocities outside the acceptance band. The contract specification calls for action, but does not always tell the engineer which action. The decision is not whether to act. The decision is which of five possible responses to choose: accept as is, accept with restrictions, repair and accept, reject and replace, or investigate further. The five outcomes are bounded by standards. The decision among them is bounded by engineering judgment. This is the practitioner decision framework, anchored on IS 456 Clause 17, ACI 318 Section 26.12, and ACI 562, refined across more than 4,000 MW of hydroelectric concrete placement.

DRIP Phase II Concrete Specifications: What the Tender Actually Asks For
India's Dam Rehabilitation and Improvement Project Phase II is now operational across 19 states and 3 central agencies, with 736 dams scheduled for rehabilitation under Phases II and III at a combined budget outlay of ₹10,211 crore, of which ₹7,000 crore is external loan from the World Bank and the Asian Infrastructure Investment Bank. The construction work has begun. The tenders are flowing. The contractors bidding on the work need to know what concrete specifications the DRIP Phase II tenders actually contain, and what the technical complexity behind those specifications looks like. This article is a practitioner's walkthrough of typical DRIP Phase II concrete rehabilitation specifications. It identifies seven major work categories that recur across DRIP tenders, what the typical specification clauses cover for each, what materials and methods the specifications usually call for, where the technical complexity lies, and what the common bidder mistakes are. The article does not reproduce specific project tender values, which are project-specific and protected. It describes the standards backbone, the practical workflow, and the practitioner judgment that DRIP work demands. Drawing on leadership experience across more than 4,000 MW of mass-concrete dam construction in India, Bhutan, and Nepal, and on the broader concrete quality and rehabilitation framework that maps directly onto DRIP work.

Lender's Technical Advisor for Hydropower Dam Concrete: World Bank, ADB, JICA, EIB, and AIIB Requirements
Every multilaterally funded hydropower dam project has three engineering teams around the construction table. The contractor's engineer represents the EPC builder. The owner's engineer represents the project owner. The Lender's Technical Advisor (LTA) represents the financiers: the World Bank, the Asian Development Bank, the Japan International Cooperation Agency, the European Investment Bank, the Asian Infrastructure Investment Bank, or some combination. The three roles look similar from the outside. They are technically competent, they review designs and specifications, they walk the site, they write reports. They are different in one critical respect: the LTA's reporting line determines what they actually deliver. They report to the lenders. They sign off on disbursements. They flag risks the lender's loan officer can act on. When they say no, money does not move. This article describes what a Lender's Technical Advisor does on a hydropower dam project, how the role differs from Owner's Engineer and Construction Supervision Consultant, what each major lender requires, and how concrete technology specifically intersects with the LTA's mandate. It draws on PCCI's experience including the multilaterally funded Tanahu Hydropower Project (140 MW, Nepal), which was co-financed by ADB, JICA, and EIB.

ACI 211 vs IS 10262: Mix Proportioning for Mass Concrete in Dams
Mass concrete for a 60 m-class gravity dam can be proportioned to ACI 211, to IS 10262, or to both. The choice is not academic. Multilateral lenders default to ACI and ASTM in their Standard Bidding Documents. Indian regulators expect IS conformity on every cubic metre placed. Get the reconciliation wrong and the same mix that passes one regime falls outside the other. ACI 211.1-22 and IS 10262:2019 share the absolute-volume logic of the original Abrams-derived method. They diverge on where mass-concrete-specific guidance lives, how durability is encoded in the exposure framework, whether there is a hard upper cement content cap, and how supplementary cementitious materials are written into the proportioning equation. This brief walks both codes clause by clause for dam concrete, then sets out how PCCI proportions a single mass concrete mix that satisfies both regimes on multilaterally-funded projects.

Underwater Concrete Repair for Aging Dams: Methods, Materials, and Decision Framework
India's Dam Rehabilitation and Improvement Project (DRIP) completed physical rehabilitation of 223 dams under Phase I (2012-2021) at a cost of Rs 2,567 crore. The combined Phase II and Phase III, operational since October 2021 with a Rs 10,211 crore outlay co-financed by the World Bank and the Asian Infrastructure Investment Bank, target 736 dams across 19 states and two central agencies. A significant proportion of these structures have concrete or masonry components that have deteriorated below the waterline, in zones that cannot be dewatered without taking the reservoir out of service. Underwater concrete repair is among the most technically demanding operations in dam rehabilitation. The repair material must resist washout during placement, bond to deteriorated substrate in saturated conditions, and achieve long-term durability in a permanently submerged environment. Getting it wrong means the repair fails silently, underwater, where it cannot be easily inspected. This technical brief examines the five principal methods for underwater concrete repair on dams, the materials and standards governing each, and a decision framework for selecting the right technique based on the repair's location, volume, structural significance, and access constraints.

Mass Concrete Thermal Control for Indian Hydropower: Reconciling ACI 207, IS 7861, and IS 14591
Every hydropower dam programme in India works under three thermal control codes at the same time. ACI 207 series provides the engineering-mechanics framework. IS 14591 sets the dam-specific operational guideline. IS 7861 governs the ambient-conditions overlay. An owner's engineer who relies on any single code misses something the other two cover. This article reconciles the three codes section by section: what each covers, where they overlap, where they have gaps, and where they conflict. The reconciliation is not academic. It is what the contractor's thermal control plan must navigate before a single cubic metre of mass concrete is placed, and what the owner's engineer must verify before approving the plan. The framework draws on leadership experience across more than 4,000 MW of hydroelectric concrete placement in India, Bhutan, and Nepal, and on PCCI's Managing Director having authored IS 14591 during his tenure at the Central Soil and Materials Research Station.

The 12 Concrete Defects an Owner's Engineer Catches Before the Contractor Does on a Hydropower Dam Project
Every hydropower dam programme runs two parallel quality systems on the same concrete. The contractor's QA/QC team certifies what was placed. The Owner's Engineer verifies, on the owner's behalf, that what was placed is what was specified. Both teams are competent. Both follow IS, ACI, and ASTM. Both produce paperwork. Yet on every major dam programme, certain defect patterns slip through contractor QC and are caught only by the Owner's Engineer. These are not failures of competence. They are failures of perspective. The contractor's QC team optimises for schedule, throughput, and the next pour. The Owner's Engineer optimises for the structure's 100-year service life, against a specification the owner paid for and a code the regulator will audit against. The two perspectives produce different attention patterns. The Owner's Engineer catches what the contractor's QC, under schedule pressure, treats as acceptable. This is the field-tested list of 12 such defects, drawn from leadership experience across more than 4,000 MW of hydroelectric concrete placement in India, Bhutan, and Nepal. Each defect comes with the field signal that reveals it, the spec clause it violates, the structural consequence if uncaught, and the Owner's Engineer process that catches it before the pour cures.

The Concrete QA/QC Plan for a Hydropower Dam: 15 Sections Every Plan Must Include
Every hydropower dam contract requires the contractor to submit a Concrete QA/QC Plan before placing a single cubic metre. The plan is the contractual operating manual for quality. It defines who does what, against which standard, with what frequency, and how non-conformance is closed out. The owner's engineer reviews it, the project owner approves it, and from that point forward it becomes the document everyone is audited against. Most QA/QC plans submitted to PSU and EPC clients are not bad. They are generic. The contractor adapts a template from a previous project, swaps the project name, and submits it. The owner's engineer rejects it on first read because the template was written for a different concrete grade, a different dam type, and a different code regime. The cycle costs both sides two to three weeks, sometimes longer, with no concrete placed. This article is the section-by-section reference for a Concrete QA/QC Plan that will survive owner's engineer review on the first pass. Each of the 15 sections below explains why it matters, what must be in it, the common errors that fail review, and what the owner's engineer is checking for when approving it.

What a 3-Day Cube Tells You That a 28-Day Cube Doesn't
Every dam project tests concrete cubes at 28 days for compliance. Most projects also test at 7 days for early indication. Fewer projects test at 3 days, and that omission costs them. The 3-day cube tells you things about the concrete that the 28-day test cannot reveal until 25 days too late: cement consistency, mix calibration, and early hydration kinetics. For mass concrete pours where intervention is only useful in the first week, the 3-day cube is the most valuable single test in the QC programme.

Bill of Quantities for Concrete Works in Dam Construction: What's Often Missed
The Bill of Quantities for the concrete works on a hydropower project is typically the largest single line item in the project's overall BOQ. It is also the document where pricing errors and scope omissions create the largest claims during construction. Most concrete BOQs are inherited from previous project templates with limited adaptation, leading to recurring mistakes: items are double-counted, items are missed, units of measurement do not match the actual work, and item descriptions leave room for interpretation. This article sets out what a clean concrete BOQ should contain and the recurring errors to avoid.

The 5-Minute Rule When Concrete Temperature Creeps Above Target
On a hot-weather dam pour, the concrete temperature creeping above target is one of the most common QC events. The QC engineer at the placement face has 5 minutes to decide: accept this truck, hold it for adjustment, or reject and return to plant. Decisions taken too slowly compromise the entire pour. Decisions taken too quickly waste concrete and damage contractor confidence. The 5-minute rule formalises the decision process so it is consistent, defensible, and aligned with the project's specification.

The Pre-Pour Meeting Checklist Every Dam Site Should Run
Every dam site that places concrete well runs a pre-pour meeting before every major pour. Sites that skip it pay for it in placement-day surprises, escalating decisions, and unforced errors. The pre-pour meeting is not a formality. It is the single most cost-effective half hour of QC time on a dam project: the moment when the placement crew, batching plant, QC team, and engineering supervisor all confirm that they are seeing the same plan. The meeting catches issues that would otherwise emerge during the pour, when correction is expensive.

Foundation Contact Grouting for Concrete Dams: Timing, Method, and Verification
Contact grouting fills the gap between the base of a concrete dam and the foundation rock, a gap that forms inevitably as the concrete shrinks during curing. If left ungrouted, this gap allows water to flow beneath the dam, bypassing the grout curtain and creating uplift pressures that reduce the dam's stability. This article explains how contact grouting differs from curtain and consolidation grouting, when to perform it, what grout mixes and pressures to use, and how to verify that the treatment has achieved its objective.

Pre-Bid Concrete Risk Assessment for EPC Tenders: A Framework for Bidders and Owners
Most concrete-related disputes on hydropower projects originate in the gap between what the bidder assumed and what the site actually delivered. A pre-bid concrete risk assessment closes that gap. It is a structured analysis of the concrete-relevant uncertainties on the project, executed before bid submission, that produces a defensible bid price and a clear mitigation plan. For owners, requiring or reviewing this assessment is a way to filter for serious bidders. For bidders, doing it well is the difference between a profitable project and a contractual loss.

Aggregate Sourcing for Dam Concrete: Quarry Investigation, Testing, and Approval
The aggregate decision on a hydropower project is among the largest and most consequential. Aggregates make up 70 to 80 percent of concrete by mass, and their properties determine the strength, durability, thermal behaviour, and long-term performance of the concrete. A poorly investigated quarry source can produce concrete that fails alkali-silica reactivity tests, varies in gradation, contains deleterious substances, or simply runs out before the project finishes. The investigation framework set out in IS 2386 and ICOLD bulletins on dam concrete durability is well-established, but project teams often run a faster, lighter version that produces problems during construction. This article describes the actual framework that holds up.

Where LLMs Help on a 400-Page Hydropower Tender, and Where They Hallucinate Enough to Be Dangerous
A typical hydropower EPC tender includes thousands of pages of concrete-related specifications, contract clauses, technical drawings, and reference standards. The Owner's Engineer reviewing this on the owner's behalf has historically had two options: read every page (slow, expensive, error-prone) or sample the document (fast, cheap, risky). Large language models have created a third option: rapid full-document review with senior engineer validation of any flagged item. PCCI's Owner's Engineer service methodology incorporates LLM-assisted review where the document volume justifies it. The model never makes a contractual or technical recommendation alone; it accelerates the engineer's coverage of long documents so the engineer's review attention focuses on the items that need it.

Owner's Engineer Concrete Scope of Work for PSU Dam Projects: A Practical Definition
The Owner's Engineer is the technical authority that represents the project owner during construction. For concrete-intensive hydropower projects, the Owner's Engineer's concrete scope is one of the most consequential consulting engagements on the project. It defines what the owner can verify, what disputes can be resolved at site, and what risks ultimately transfer back to the owner. PSU project teams often inherit a generic scope of work template that does not reflect the actual concrete demands of the project. This article sets out what the concrete portion of an Owner's Engineer scope of work should actually contain, from the owner's perspective.

Self-Compacting Concrete (SCC) for Dam Construction: Applications and Specifications
Self-compacting concrete (SCC) is the answer to placement geometries where vibration is impossible. It flows under its own weight, fills the formwork, and consolidates without external compaction. For most dam concrete (mass concrete bodies, RCC lifts, conventional reinforced concrete), SCC is unnecessary and uneconomical. But for specific applications on hydropower projects, particularly second-stage concrete around embedded steel, congested rebar zones, and tunnel crown concrete, SCC is genuinely the right tool. This article describes when to use it and how to specify it correctly.

NATM vs TBM Tunneling: Concrete Implications for Hydropower Tunnels
The choice between NATM and TBM tunneling on a hydropower project is usually framed as a construction question. It is also a concrete question. NATM uses shotcrete primary support followed by cast-in-place secondary lining, with all the construction sequencing flexibility and risk transfer that implies. TBM uses precast segmental linings installed inside the shield, with industrial repeatability and a completely different durability profile. The concrete in each system answers to different specifications, behaves differently under load, and ages differently. Engineers planning a tunnel route or reviewing a contractor's method statement should understand how the excavation method drives the concrete design, not the other way around.

IoT Sensor Networks for Real-Time Concrete Curing Monitoring in Dam Construction
Temperature monitoring in mass concrete dam construction has relied on the same basic technology for decades: vibrating wire or resistance thermocouples, read manually or logged to wired data acquisition systems, compared against ACI 207 or IS 457 limits at shift intervals. The instruments are reliable. The workflow is labour-intensive, spatially limited, and inherently delayed. IoT sensor networks offer a different model. Wireless embedded sensors (Giatec SmartRock, Converge Signal, Maturix Nova) transmit temperature data via Bluetooth to gateways every 15 to 20 minutes, with some models estimating in-place strength using the ASTM C1074 maturity method. Fiber optic distributed temperature sensing (DTS) provides continuous thermal profiles along kilometres of embedded fiber with accuracy of approximately 0.1 degrees C. LoRaWAN gateways extend connectivity across remote dam sites with 10+ km range from a single access point. For dam engineers, the promise is real-time thermal visibility across entire placement blocks, not just at discrete thermocouple locations. The limitations are equally real: battery life constraints, signal attenuation through thick concrete lifts, unproven maturity method accuracy in mass concrete, and zero coverage in Indian standards. This technical brief evaluates what works, what does not, and what a practical deployment looks like on a hydroelectric dam site.

Predictive Analytics for Dam Concrete Deterioration: ML Models, NDT Data, and Remaining Service Life Estimation
More than 80% of India's 5,700+ large dams are older than 25 years. Per the Jal Shakti Ministry's 2024 statement, 1,065 are between 50 and 100 years old, and 224 exceed a century. Globally, ICOLD estimates that over 40% of the world's dams have passed 40 years of service and are in a phase of progressive deterioration. Over 100 large dams worldwide have been identified as seriously affected by alkali-aggregate reaction alone. The traditional approach to assessing remaining service life relies on periodic visual inspection, selective core sampling, and empirical deterioration models calibrated to laboratory data. These methods are slow, spatially limited, and fundamentally backward-looking: they characterise the damage that has already occurred, not the damage that is coming. Machine learning is changing this. XGBoost models predict carbonation depth with R-squared values of 0.977. Ensemble methods predict ASR expansion with correlation coefficients of 0.972. Physics-informed neural networks integrate differential equations with sensor data to predict structural deformation 47% more accurately than traditional finite element methods. This technical brief examines what these models can do for dam concrete specifically, where the data gaps are, and how Indian dam owners can begin integrating predictive analytics into their rehabilitation planning under DRIP Phase II.

How to Write Concrete Specifications for a Hydropower Tender: A Practical Guide for Owners and EPCs
The concrete specification in a hydropower EPC tender shapes the rest of the project. It defines acceptance criteria, allocates risk between owner and contractor, sets the QA/QC framework, and pre-determines the disputes that will or will not arise during construction. Most tender specifications are prepared by carrying over text from previous projects, with limited adaptation to the specific conditions of the new site. The result is over-specification in some areas, under-specification in others, and a contractual document that does not reflect the actual engineering needs. This article sets out how a concrete specification should be written for a modern hydropower tender, from the owner's perspective.

Climate Change Impact on Dam Concrete Durability: A Forward Look for Indian Hydropower
India's hydropower programme is sized for a climate that no longer fully exists. The temperature extremes that pour design assumed, the monsoon patterns that flood and sediment design assumed, and the glacial regimes that catchment hydrology assumed are all changing. The concrete in the dams already built was specified to a different climate. The concrete in the dams now being designed must anticipate a climate that will have shifted further by mid-century. This article describes the climate trends most relevant to dam concrete and what they imply for design and assessment of Indian hydropower infrastructure.

Concrete for Penstock and Pressure Tunnel Linings: Design, Placement, and Crack Control
Penstock and pressure tunnel linings contain water under pressures that can exceed 100 metres of head. A crack in the lining does not merely leak: it can inject water into the surrounding rock mass, destabilise the tunnel, and in extreme cases, cause a pressure tunnel failure that takes the entire power station offline. This article covers the engineering of concrete linings for pressure tunnels and penstocks, from the decision between steel-lined and concrete-lined sections, through mix design and crack control, to the contact and consolidation grouting that seals the lining to the rock.

Shotcrete for Hydropower Tunnels: Design, Application, and Quality Control
Hydropower tunnels are the arteries of dam projects: headrace tunnels carry water from the reservoir to the powerhouse, tailrace tunnels discharge it back to the river, and access tunnels provide construction and maintenance access to underground structures. The initial support for these tunnels, and often the permanent lining, is shotcrete: concrete pneumatically projected onto the excavated rock surface at high velocity. Getting the shotcrete right determines whether the tunnel is a durable, watertight conduit or a maintenance liability that deteriorates from the first day of operation.

Headrace Tunnel Concrete for Hydropower Projects: Lining Design, Placement, and Quality Control
A headrace tunnel is the artery of a hydropower project. Tens of thousands of cubic metres of water travel through it under pressure for decades. The concrete lining inside that tunnel determines whether the project meets its design life or becomes a maintenance liability. Yet headrace tunnel concrete is one of the least documented disciplines in hydropower construction, governed by standards that were last revised in the 1970s and field practices that vary widely between projects. This article sets out the framework for designing, placing, and quality-controlling concrete in headrace tunnels for Indian and South Asian hydropower projects.

Manufactured Sand for Dam Concrete: Properties, Performance, and IS 383 Compliance
River sand is becoming harder to source in India. Environmental regulations restrict in-stream mining, monsoon flooding closes quarry access, and demand from construction continues to rise. Manufactured sand (M-sand) produced from crushing rock has become the practical alternative. The IS 383:2016 revision explicitly recognises M-sand as equivalent to natural sand for concrete, with specific quality requirements. Dam projects that have not yet adopted M-sand should understand the technical case, the procurement framework, and the field practices that make it work.

GLOF (Glacial Lake Outburst Flood) and Concrete Dam Design: Implications for Himalayan Hydropower
Glacial lake outburst floods are no longer a tail risk for Himalayan hydropower projects. The 2023 Sikkim Teesta-III dam breach, the 2021 Chamoli flood, and the documented growth of glacial lakes across the Himalayas have moved GLOF from a low-probability hazard to a design-relevant scenario. The implications for concrete dam design are significant: spillway capacity, debris loading, dam height freeboard, and instrumentation all need to be reviewed against current GLOF understanding. This article describes what has changed and what dam designers should now incorporate.

Waterproofing and Joint Treatment for Concrete Dams: Waterstops, Sealants, and Gallery Protection
A concrete dam is not a monolithic block. It is an assembly of separately placed lifts and monoliths with joints between every element. Water will find and exploit every joint. The waterproofing system, comprising waterstops, joint sealants, drainage layers, and gallery treatments, is the engineered response to this reality. This article covers the design and specification of joint waterproofing for concrete dams, from the selection of waterstop profiles to the treatment of construction joints and the protection of dam galleries.

The Future of Concrete Technology in Indian Dam Construction
Indian dam construction has relied on essentially the same concrete technology for four decades: Portland cement, fly ash, conventional aggregates, and manual quality control. That era is ending. Digital twins that simulate thermal behaviour before placement, AI systems that predict concrete strength from real-time sensor data, self-healing concrete that seals its own cracks, and next-generation supplementary cementitious materials are moving from laboratory research to field application. This article examines the technologies that will reshape how India builds and maintains its dam infrastructure over the coming decades.

Thermal Modelling for Mass Concrete: FEM Analysis, Input Parameters, and Practical Application
Every thermal control plan for a mass concrete dam rests on a thermal model. The model predicts the temperature at every point inside the concrete, at every time step from placement through years of service. It determines whether the pre-cooling system is adequate, whether the placement schedule allows sufficient heat dissipation, whether the post-cooling pipes are correctly spaced, and whether the resulting thermal stresses will crack the concrete. A thermal model that is wrong does not just produce incorrect numbers. It produces a thermal control plan that either under-protects the concrete (leading to cracking) or over-protects it (wasting resources on unnecessary cooling). Getting the model right requires accurate input parameters, appropriate modelling assumptions, and validation against field measurements.

Thermal Instrumentation for Mass Concrete Dams: Sensors, Monitoring, and Real-Time Decision Making
A thermal control plan without instrumentation is a document without feedback. You can model the expected temperature rise, design the pre-cooling system, specify the placement schedule, and calculate the maximum thermal gradients. But unless you measure what actually happens inside the concrete after placement, you have no way of knowing whether the plan is working until a crack appears on the surface. Thermal instrumentation closes this loop: embedded sensors provide real-time temperature data that allows the construction team to verify predictions, adjust cooling operations, and intervene before thermal stresses exceed the concrete's capacity.

UHPC for Hydroelectric Infrastructure: Where Ultra-High Performance Concrete Fits in Dam Engineering
Ultra-high performance concrete (UHPC) has transformed bridge deck rehabilitation across North America, with more than 20 state departments of transportation using UHPC overlays as thin as 25 mm to extend bridge service lives by decades. The material's compressive strength exceeding 150 MPa, near-zero permeability, and abrasion resistance roughly double that of conventional concrete make it a compelling technology. For dam engineers, the question is specific: where in a hydroelectric project does UHPC's exceptional performance justify its cost, which runs 5 to 10 times higher than conventional concrete per cubic metre? The answer is not everywhere; it is in targeted applications where thin sections, extreme abrasion, cavitation exposure, or permanent submersion demand a material that conventional HPC cannot match. This technical brief examines UHPC's material properties through the lens of dam engineering requirements, identifies the specific applications where it adds genuine value, addresses the cost and constructability challenges, and provides a practical decision framework for dam owners and consulting engineers.

Machine Learning for Concrete Mix Design: From BOxCrete to Dam-Specific Optimization
In March 2026, Meta released BOxCrete, an open-source Bayesian Optimization model for concrete mix design, under an MIT license. The model, developed with the University of Illinois and cement producer Amrize, reduces the carbon footprint of concrete by up to 40% while maintaining strength, with some formulations replacing upwards of 70% of cement with fly ash and slag combinations. For dam engineers, this raises an immediate question. Mass concrete for hydroelectric projects already uses high SCM dosages, low cement contents, and extended curing ages that fall outside the training data of most ML models. Can these tools actually help with dam-specific mix design, or are they solving a different industry's problem? This technical brief examines the current state of ML-driven mix design optimization, assesses its relevance to mass concrete for dams and RCC, and outlines a practical framework for integrating ML tools into the trial mix process without abandoning the engineering judgment that keeps dams standing.

Pumped Storage vs Conventional Hydropower: How Concrete Requirements Differ
A conventional hydropower dam fills its reservoir once and maintains a relatively stable water level for decades. A pumped storage reservoir cycles its water level by tens of metres every single day. This fundamental operational difference transforms every concrete engineering decision: the dam must resist cyclic loading that conventional dams never experience, the waterways must withstand reversible high-velocity flow, and the project must build two reservoirs instead of one, often in remote terrain. Engineers who approach pumped storage concrete with conventional hydropower assumptions will underdesign for the conditions these structures actually face.
Understanding ICOLD Bulletins: A Practitioner's Guide for Dam Engineers
The International Commission on Large Dams publishes the most authoritative technical guidance on dam engineering in the world. Over 180 bulletins cover every aspect of dam design, construction, safety, and operation. For concrete technology specialists, a handful of these bulletins are essential references that fill gaps left by Indian and American standards. But navigating the ICOLD library is challenging: bulletins are numbered sequentially, not thematically, some are decades old, and not all are freely accessible. This guide identifies the ICOLD bulletins most relevant to concrete technology, explains what each covers, and shows how they integrate with IS and ACI standards in Indian practice.

Computer Vision and Drone Inspection for Concrete Dams: A Practical Guide
At the Storfinnforsen Hydroelectric Power Station in Sweden, an autonomous drone system captured over 300,000 location-tagged images of the dam's concrete surfaces in 52 flight hours, completing the inspection 50% faster than manual methods and saving an estimated 40 workdays. No scaffolding, no rope access, no personnel working at height. This is not a research prototype. Drone-based inspection with AI-powered defect detection is commercially deployed and delivering measurable results on operational hydroelectric dams. Deep learning models now detect sub-millimetre cracks on concrete surfaces with precision exceeding 90%, while ROVs extend the same capability to submerged dam faces. For dam owners and engineers responsible for concrete condition assessment, the question has shifted from "does this technology work?" to "how do we integrate it into our inspection programme?" This technical brief examines the available systems, their proven capabilities, their limitations, and a practical deployment framework for hydroelectric projects.

RCC Dam Seepage: Causes, Prevention, and Remediation
Seepage through RCC dams is not a defect. It is a design consideration. The low-paste, zero-slump nature of roller compacted concrete means that lift joints will never be as impermeable as monolithic conventional concrete. The question is not whether seepage will occur, but whether it is controlled within acceptable limits. When it is not, the consequences range from aesthetic staining to structural instability. This article examines why RCC dams seep, how upstream facing systems and internal drainage control it, and what to do when seepage exceeds design assumptions.

Digital Twins for Thermal Monitoring in Mass Concrete Dams: From Sensors to Predictive Crack Prevention
Thermal cracking remains the single most common quality failure in mass concrete dam construction. Traditional monitoring relies on embedded thermocouples read at intervals, compared against ACI 207 or IS 457 limits, with corrective action taken after temperatures breach thresholds. The fundamental limitation is reactive: by the time a thermocouple registers an exceedance, the thermal gradient has already established the conditions for cracking. Digital twins change this dynamic. By integrating real-time sensor data with finite element thermal models and machine learning prediction algorithms, a digital twin can forecast concrete temperatures 24 to 72 hours ahead, flag thermal crack risk before it materialises, and recommend cooling adjustments in real time. At Baihetan Dam (16 GW, China), an ANN-based thermal prediction system trained on over 80,000 monitoring samples achieved forecast accuracy with RMSE of 0.15 degrees C. For dam engineers managing thermal control on active pours, this represents a shift from threshold-based alarms to predictive, model-driven decision support. This technical brief examines how digital twins work for dam thermal monitoring, what accuracy they achieve, what sensor infrastructure they require, and how Indian hydropower projects can begin adopting this approach within existing regulatory frameworks.

Carbon Footprint of a Concrete Dam: How to Measure and Reduce It
A large concrete dam requires 300,000-1,000,000 cubic metres of concrete. At typical cement intensities, that concrete produces 40,000-80,000 tonnes of CO2, roughly equivalent to the annual emissions of a small town. As multilateral lenders (World Bank, ADB, AIIB) increasingly require embodied carbon assessments for infrastructure projects, and as India's own National Action Plan on Climate Change drives decarbonisation across sectors, dam engineers need to understand where the carbon comes from and which design decisions have the greatest impact on reducing it. The answer is not a single silver bullet. It is a systematic approach across five levers: cement content, SCM replacement, aggregate sourcing, placement efficiency, and design optimisation.

Stilling Basin Concrete: Designing for Impact, Turbulence, and Long-Term Durability
Stilling basins absorb the full kinetic energy of water discharged from dam spillways, subjecting their concrete to impact forces, cavitation, high-velocity abrasion, and hydraulic uplift that no other dam component experiences. Designing concrete for stilling basins requires a different engineering approach than designing for the dam body itself. This article covers material selection, mix design parameters, placement methods, and repair strategies for concrete that must survive the most punishing hydraulic environment in any dam project.

High-Altitude Concreting: Freeze-Thaw and Cold Weather Placement Above 2,000 Metres
At 2,000 metres above sea level, the rules of concrete engineering change. Water freezes inside concrete pores during 50-100+ cycles per year, progressively destroying the matrix from within. Ambient temperatures can swing 30 degrees between day and night. The construction season shrinks to 6-8 months. Material delivery depends on mountain roads that close during winter and monsoon. And the concrete must perform for 100 years in this environment, not just survive the construction period. High-altitude dam concrete requires a fundamentally different approach to mix design, placement, curing, and protection than concrete placed at lower elevations.
Dam Foundation Grouting: Curtain, Consolidation, Contact. 3 Methods, Pressures, and QC Criteria
A dam is only as good as its foundation. The concrete above may be perfectly designed and flawlessly placed, but if the rock beneath it is permeable, fractured, or weak, the dam will seep, settle, or fail. Foundation grouting is the engineering intervention that transforms natural rock into a competent dam foundation. Three distinct grouting programmes serve different purposes: curtain grouting creates an underground wall to block seepage, consolidation grouting strengthens the rock mass to support the dam load, and contact grouting seals the interface between the concrete and the rock. Each requires different materials, pressures, sequences, and quality control, and getting any of them wrong compromises the entire structure.

Monsoon Concreting: How to Maintain Quality During India's Wet Season
The Indian monsoon delivers 70-90% of annual rainfall in just 3-4 months. For dam construction projects across the country, this means the concrete programme effectively shuts down for a quarter of the year. But the monsoon does not start and stop cleanly. Pre-monsoon storms, post-monsoon tail rains, and intermittent dry spells within the monsoon create a complex operating environment where the decisions about when to place concrete, when to stop, and how to protect work in progress directly affect the quality and integrity of the finished structure.

Bedding Mortar in RCC Dams: When, Why, and How to Apply It
Between every RCC lift in a dam sits a 10-20 mm layer of cement-sand mortar that determines whether the joint behaves as a bonded plane or a seepage path. Bedding mortar compensates for the inherent weakness of RCC lift joints by providing a paste-rich transition zone that enhances both bond strength and impermeability. Getting it right requires precise timing, consistent application, and a QC programme that verifies coverage on every joint. Getting it wrong leaves the dam with hundreds of unbonded planes stacked 300 mm apart.

Seismic Design Considerations for Dam Concrete in the Himalayas
The Himalayas are among the most seismically active regions on earth. The Indian plate thrusts beneath the Eurasian plate at approximately 40-50 mm per year, accumulating elastic strain that is released in earthquakes ranging from frequent minor tremors to rare catastrophic events. Every dam built in this environment must resist not only the static weight of water but the dynamic forces of earthquakes that can arrive without warning at any point during the structure's 100-year design life. For concrete dam engineers, seismic design is not an add-on to the standard design process. It is a fundamental constraint that governs material selection, joint quality, foundation treatment, and structural detailing.

Dam Concrete QA/QC Field Guide: From First Pour to 365-Day Core
Building a dam is measured in years. The concrete that forms its body must perform for a century. Between the first pour and the last core test lies a continuous chain of quality decisions, hundreds per day, thousands per month, that collectively determine whether the structure will serve its purpose or become a liability. This guide covers the entire QA/QC process for dam concrete construction: from batching plant commissioning to the 365-day strength test, from the first aggregate stockpile to the final grouting of cooling pipes.

Concrete Repair Materials for Dam Rehabilitation: A Specification Guide
Selecting the right repair material for dam concrete is not a catalogue exercise. The material must bond to old concrete, match its thermal movement, resist the specific deterioration mechanism that caused the damage, and survive the hydraulic environment for decades. This guide covers the full range of repair materials used in dam rehabilitation, from epoxy injection for crack sealing to fibre-reinforced overlays for erosion protection, with specification parameters, application methods, and selection criteria for each.

AI in Concrete Quality Control: What Dam Engineers Need to Know Now
Artificial intelligence has moved beyond academic papers and into concrete production. In March 2026, Meta released BOxCrete, an open-source AI model for concrete mix optimization, trained on over 500 strength measurements. Giatec's SmartRock sensor platform, deployed on 7,500+ projects across 45 countries, now feeds millions of data points into an AI algorithm that has already reduced cement usage by an average of 10 kg per mix. For dam engineers, the question is no longer whether AI will affect concrete quality control. It is which applications are ready for deployment, which remain experimental, and what a responsible adoption path looks like for hydroelectric infrastructure where failure carries consequences measured in lives and megawatts. This perspective examines five AI application areas through the lens of mass concrete for dams: mix design optimization, compressive strength prediction, computer vision inspection, real-time placement monitoring, and digital twins. It separates the proven from the promising, and outlines what PCCI sees as the practical path forward.

Fly Ash in Spillway Concrete: Should It Be Used in the Wearing Layer?
The spillway wearing layer endures the most punishing conditions on any dam: high-velocity flow, sediment-laden water, and decades of cyclic wetting and drying. Conventional wisdom often excludes fly ash from this layer, citing concerns about early-age strength and abrasion resistance. But is that position still supported by the evidence? Research spanning four decades paints a more nuanced picture. While binary blends with silica fume remain the gold standard for pure abrasion resistance, ternary blends incorporating modest fly ash dosages (10 to 15%) can deliver nearly equivalent wear performance while providing critical protection against alkali-aggregate reaction. For projects using Himalayan aggregates, where ASR reactivity is well documented, the case for ternary blends becomes compelling. This technical brief examines the evidence from ASTM C1138 testing, field data from Indian and international hydroelectric projects, and current ACI and USBR guidance. It concludes with a practical decision framework and recommended specifications for spillway wearing layer concrete.

Spillway Concrete: Designing for Abrasion and Cavitation Resistance
The spillway is the hardest-working concrete in any dam. Water velocities can exceed 20 metres per second. Suspended sediment, rocks, and debris scour the surface with every flood. Cavitation forms and collapses vapour bubbles that pit the concrete at locations where the flow profile changes. Over a service life of 50-100 years, these forces can erode through metres of concrete if the material and design are not engineered for the conditions. The Tungabhadra Dam gate failure in 2024, after 70 years of service, is a reminder that spillway concrete deterioration is not academic. It is operational, visible, and consequential.

Calcined Clay Cement (LC3): The Next Frontier for Dam Concrete
The concrete industry's most promising low-carbon innovation is not a high-tech composite or a nanotechnology breakthrough. It is clay, heated to 800 degrees C. Limestone Calcined Clay Cement (LC3) replaces up to 50% of clinker with a combination of calcined kaolinite and limestone, reducing CO2 emissions by 30-40% while maintaining comparable strength and durability. For dam construction, where concrete volumes can exceed 500,000 cubic metres and carbon footprints are measured in tens of thousands of tonnes, LC3 offers a path to significantly lower-carbon infrastructure without compromising the performance that 100-year service life demands.

Post-Cooling Systems in Dams: Embedded Pipe Design, Operation, and Monitoring
Pre-cooling reduces the starting temperature. Post-cooling removes the heat that pre-cooling could not prevent. In thick mass concrete sections where the heat of hydration cannot dissipate naturally through the surfaces, embedded pipe cooling systems circulate chilled water through the concrete to extract heat from within. The pipe layout, flow rate, water temperature, and cooling duration are engineered variables that must be designed to match the thermal profile of the specific section. Over-cooling cracks the concrete. Under-cooling allows the peak temperature to exceed safe limits. The balance between these two extremes is the art and science of post-cooling design.

How India's Hydropower Expansion Creates Demand for Concrete Specialists
India's hydropower sector is entering its largest construction cycle in decades. With NHPC and its joint ventures building 8,514 MW across eight projects, a national pumped storage roadmap targeting 100 GW by 2035-36, and the Dam Rehabilitation and Improvement Project covering 736 dams, the country needs concrete technology specialists at a scale the industry has never seen. This article examines the numbers, the workforce gap, and the opportunity for engineers and firms positioned to fill it.

Pre-Cooling Concrete for Dams in 40°C+ Indian Summers: Methods, Equipment, and Costs
Pre-cooling is the most effective method for controlling the placing temperature of mass concrete in dams. By reducing the temperature of concrete ingredients before mixing, pre-cooling lowers the peak temperature within the dam body, reduces thermal gradients, and decreases the risk of thermal cracking. For Indian dam projects where ambient temperatures regularly exceed 35 degrees C for months at a time, pre-cooling is not optional. It is a structural requirement embedded in the thermal control plan. This guide covers the four primary pre-cooling methods, their thermodynamic principles, equipment requirements, and practical design considerations.

Concrete Laboratory Setup for Dam Construction Sites: Equipment, Protocols, and Staffing
A dam project without a properly equipped site laboratory is a project flying blind. Every placement decision, from mix approval to formwork stripping, depends on timely and accurate test results. This guide covers the equipment, layout, staffing, testing protocols, and calibration systems needed to establish a concrete laboratory that meets IS, ACI, and ASTM requirements on a hydroelectric dam construction site.
Concrete Honeycombing in Dam Construction: 7 Causes, NDT Diagnosis, and Repair Decisions
Honeycombing occurs when concrete voids remain unfilled by cement paste, leaving exposed coarse aggregate with air pockets between particles. In dam construction, honeycombing is more than cosmetic: it creates zones of zero tensile strength, high permeability, and accelerated deterioration. Every honeycomb on a dam face raises the same question: is this a surface defect or does it extend into the structural section? The answer determines whether the repair is a simple surface patch or a major structural intervention.

Concrete Acceptance Criteria for Dam Construction: A QA/QC Decision Guide
Every batch of concrete placed in a dam faces a binary question: does it meet the specification or does it not? In practice, the answer is rarely binary. A compressive strength result at 95% of the target value. A density test 1% below the specification minimum. A lift joint that was treated 30 minutes late. A placing temperature 1 degree above the limit. Site engineers face these borderline results daily, and the decisions they make, accept, repair, or reject, accumulate over thousands of batches to determine whether the finished dam meets its design intent.

India's Pumped Storage Pipeline: A Concrete Technology Readiness Assessment
India has allocated 39 pumped storage projects totalling 50.67 GW for commissioning by 2032. Another 131 projects with 154.9 GW capacity are in the environmental clearance pipeline. The investment required: Rs 5-6 lakh crore. But the conversation about India's pumped storage ambition focuses almost entirely on policy, financing, and equipment. The question nobody is asking is whether the concrete technology infrastructure, from mix design capability to thermal control expertise to QC systems, exists at the scale required to build hundreds of new dams, reservoirs, and underground structures simultaneously.

SCM Strategies for Dam Concrete: Fly Ash, GGBS, Silica Fume, and Calcined Clay
Supplementary cementitious materials are not optional in modern dam concrete. They reduce heat of hydration, improve long-term durability, lower permeability, mitigate alkali-aggregate reaction, and reduce the carbon footprint of every cubic metre placed. But selecting the right SCM, at the right replacement rate, for the right application within a dam is not as simple as substituting fly ash for cement. Each SCM has distinct performance characteristics, availability constraints, and interaction effects that must be understood and designed around.

Concrete Deterioration in Indian Dams: Warning Signs Every Dam Owner Should Recognise
India has 1,681 dams over 50 years old. Many are showing their age. Alkali-aggregate reaction has crippled the powerhouse at Rihand Dam. Spillway cracks at Hirakud Dam run 25 mm wide. The Tungabhadra Dam lost a crest gate after 70 years of service. Mullaperiyar Dam, over 100 years old, remains the subject of ongoing safety disputes with 3.5 million people living downstream. These are not isolated incidents. They are symptoms of a nationwide infrastructure aging problem. Recognising the early warning signs of concrete deterioration is the first step toward preventing catastrophic failure.

How to Select a Concrete Technology Consultant for Your Hydropower Project
The concrete technology consultant is the most specialised role on a dam project, and the most frequently misunderstood. They are not the structural designer (who sizes the dam). They are not the geotechnical engineer (who characterises the foundation). They are not the contractor's QC manager (who runs the testing). They are the specialist who engineers the concrete itself: selecting the cementitious system, designing the thermal control plan, specifying the QC programme, and solving the problems that arise when 500,000 cubic metres of concrete must perform for 100 years. Selecting the right consultant, and defining their scope correctly, is one of the most consequential decisions a project owner makes.

Concrete Challenges Unique to Himalayan Hydropower Projects
Building a dam in the Himalayas is not the same as building one anywhere else. The combination of seismic activity (Zones IV and V), freeze-thaw cycles at 1,500-4,000 metres elevation, monsoon rainfall that halts placement for weeks, extreme temperature swings from minus 10 to plus 40 degrees C across seasons, and remote logistics that make material supply uncertain creates a set of concrete engineering challenges that standard guidelines from temperate climates do not address. India's hydropower pipeline includes dozens of projects in this environment, and the concrete technology for each one must be designed for Himalayan conditions, not adapted from plains practice.

DRIP Phase II: What Rs 10,211 Crore in Dam Rehabilitation Means for Concrete Engineers
The Dam Rehabilitation and Improvement Project is the world's largest dam rehabilitation programme. Phase II and III, funded by the World Bank and AIIB at Rs 10,211 crore, will assess and rehabilitate 736 dams across 19 Indian states by 2031. For concrete engineers, DRIP represents a decade-long pipeline of assessment, diagnostic, and rehabilitation work on aging dam infrastructure. Understanding the programme's structure, funding, and technical scope is essential for any firm or professional seeking to participate.

Hot Weather Concreting for Dams: Placement Strategies When Temperatures Exceed 40 Degrees C
International mass concrete guidelines were not written for Indian summers. When ambient temperatures exceed 40 degrees C, concrete placing temperatures can reach 35-38 degrees C even with pre-cooling, initial set accelerates to under 4 hours, and the window for avoiding cold joints shrinks to almost nothing. For dam projects across central and peninsular India, hot weather concreting is not an occasional challenge. It is the default condition for 4-6 months every year, and the thermal control plan must be designed around it.

Cold Joint Prevention in Mass Concrete Dam Construction
A cold joint forms when fresh concrete is placed on a surface that has already set. In mass concrete dam construction, where placement intervals are dictated by thermal control requirements and logistics, cold joints are the single most common preventable quality defect. They reduce structural integrity, create seepage paths, and compromise the monolithic behaviour that gravity dams depend on. Prevention requires coordinating thermal control, placement scheduling, surface preparation, and real-time monitoring into a single integrated system.

The 5 Non-Destructive Tests Every Dam Owner Should Know
With 1,681 Indian dams over 50 years old and a December 2026 deadline for comprehensive safety evaluation under the Dam Safety Act, dam owners need to understand the concrete assessment tools available to them. Non-destructive testing (NDT) provides the first line of investigation: evaluating concrete strength, detecting internal defects, and identifying deterioration before it becomes visible. These five methods form the core of every concrete integrity assessment programme for dams.
IS 457 vs ACI 207: A Practical Comparison of Mass Concrete Standards for Dam Engineers
India's primary mass concrete standard, IS 457, was published in 1957 and has not been revised since. Meanwhile, ACI 207 has been updated multiple times, most recently in 2021. For dam engineers working under Indian standards but referencing international practice, the gap between these two documents creates real project-level confusion about temperature limits, cooling requirements, and placement specifications. This comparison maps the key provisions of both standards and identifies where IS 457 falls short of modern practice.

RCC vs Conventional Concrete for Dams: A Cost-Benefit Analysis
Roller compacted concrete has transformed dam construction economics since the 1980s. With placement rates 5-10 times faster than conventional concrete and costs 25-40% lower, RCC is now used in over 55% of new dams globally. But RCC is not simply cheap conventional concrete placed differently. The trade-offs in joint quality, impermeability, surface finish, and design flexibility are real, and the choice between RCC and conventional concrete (CVC) depends on project-specific factors that generic cost comparisons cannot capture.
Dam Safety Act 2021: A Practitioner's Guide to Concrete Assessment and Rehabilitation Compliance
The Dam Safety Act 2021 requires every specified dam in India to undergo a comprehensive safety evaluation by 30 December 2026. With 1,681 dams over 50 years old and only 28% audited so far, the compliance gap is enormous. For concrete engineers, this creates both a regulatory obligation and a generational market opportunity in assessment, testing, and rehabilitation.
IS 456:2025 Revision Explained: What Changes for Dam and Hydropower Concrete Engineers
India's foundational concrete code is undergoing its most significant revision in a quarter century. The draft fifth revision of IS 456 expands from 'Plain and Reinforced Concrete' to 'Structural Concrete,' introducing six limit states, dedicated chapters on roller compacted concrete and high-performance concrete, and a shift from prescriptive to performance-based durability design. For engineers working on dams and large infrastructure, these changes affect everything from mix design submissions to long-term durability compliance.

Low-Carbon RCC Dams: Reducing Cement Content Without Compromising Durability
Roller compacted concrete dams consume massive volumes of material, often exceeding one million cubic metres per structure. That scale turns even small reductions in cement content into enormous CO2 savings. With the right mix design, SCM replacement rates of 50-70% are achievable in RCC without sacrificing the long-term strength or durability these structures demand.
Pumped Storage Hydropower: Why Concrete Technology Will Define India's 100 GW Ambition
India is planning the most aggressive pumped storage buildout in the world: from 4.7 GW operational today to 100 GW by 2036. That requires building hundreds of new dams, reservoirs, tunnels, and underground powerhouses in some of the most geologically challenging terrain on earth. The concrete technology decisions made on these projects will determine whether they deliver on time and perform for 50+ years, or join the growing list of Indian hydropower projects plagued by delays and cost overruns.

Thermal Control in RCC Dams: Managing Heat Without Cooling Pipes
Roller compacted concrete is placed in thin lifts by vibratory rollers, which means embedded cooling pipes are not an option. Every thermal control strategy must come from mix design, placement logistics, and construction sequencing. This makes thermal modelling not just useful but essential.

RCC Lift Joint Quality: Why It Fails and What Your QC Program Must Cover
Lift joints are the weakest plane in any RCC dam. In-situ testing consistently shows that joint tensile and shear strength ranges from just 30-80% of the parent RCC, depending on joint maturity, surface preparation, and treatment method. Since seepage through lift joints is the dominant performance concern in RCC dams, your QC program's ability to classify, treat, and verify every joint directly determines whether the structure performs for its 100-year design life or develops problems within the first decade.
Alkali-Aggregate Reaction (AAR) in Dam Concrete: Identification, Prevention, and Management
Alkali-aggregate reaction is the slow-motion structural crisis of dam engineering. Unlike thermal cracking, which reveals itself within days of placement, AAR works silently for decades before surfacing as map cracking, joint misalignment, or gate seizure. By the time symptoms are visible, the reaction has already consumed years of the structure's service life. The Mactaquac Dam in Canada, built in 1968, will cost an estimated CAD 7.5-9 billion to rehabilitate, all because the greywacke aggregate in its concrete reacted with alkalis in the cement. That is the cost of not testing, not specifying, and not controlling for AAR at the construction stage. This article explains the mechanism, the warning signs, the testing protocols, and the mix design strategies that prevent it.

Thermal Control in Mass Concrete: Why It Matters and How We Manage It
Every large concrete placement is a race against physics. As cement hydrates, it generates heat, and in mass pours exceeding 1.5 metres in any dimension, that heat has nowhere to go. The resulting temperature differential between the hot interior and cooler surface creates tensile stresses that can crack the structure from the inside out. Thermal control is not optional in dam construction. It is the single most critical factor separating a durable 100-year structure from one that cracks before it is even loaded.

The Greenest Concrete Is the One You Don't Have to Repair
The construction industry fixates on reducing cement content per cubic metre. That matters, but it misses the larger picture. The biggest carbon cost in concrete infrastructure comes not from the initial pour, but from premature failure. Demolition, disposal, and reconstruction of a dam that cracks at 30 years produces far more CO₂ than getting the mix right the first time for 100 years of service. Durability is not separate from sustainability. Durability is sustainability.
Cement Optimization in Mass Concrete: Reducing Cost and Carbon Without Sacrificing Strength
Cement is the most expensive and carbon-intensive component of concrete. It is also, in mass concrete applications like dam construction, often over-specified. Through performance-based mix design using supplementary cementitious materials (fly ash, GGBS, and silica fume), cement content can be reduced by 30-50% while maintaining or exceeding target strength and durability. The result: lower material costs, lower heat of hydration (reducing thermal cracking risk), and a meaningful reduction in CO₂ emissions per cubic metre.

What Does a Concrete Technology Consultant Actually Do on a Hydroelectric Project?
Most people outside the construction industry have no idea this role exists. Even within the industry, the scope is often misunderstood. A concrete technology consultant is not a materials testing lab. Not a structural designer. Not a construction supervisor. The role sits at the intersection of materials science, construction engineering, and quality assurance: an independent technical authority whose job is to ensure that every cubic metre of concrete placed in a dam will perform as intended for its 100-year design life.

5 Concrete Quality Problems That Delay Hydroelectric Projects (And How to Prevent Them)
Concrete quality problems are the leading controllable cause of schedule delays on hydroelectric projects. A thermal crack in a dam pour can halt construction for weeks while engineers assess structural impact and design repair protocols. A batch of failed strength tests triggers rejection, rework, and formal non-conformance processes. Yet every one of these problems is preventable through proper mix design, material testing, placement procedures, and quality control systems. This article documents the five most common concrete quality failures on dam projects, and the specific QC strategies that prevent each one.
No articles match the current filters. to see everything.
Frequently Asked Questions
Concrete engineering for dams, answered
What standards govern dam concrete construction in India?
What causes honeycombing in dam concrete and how is it prevented?
What is the difference between RCC and conventional concrete in dam construction?
How is alkali-aggregate reaction (AAR) tested and prevented in dam concrete?
What is concrete thermal control and why does it matter in mass concrete dams?
What does a concrete technology consultant do on a hydropower project?
Newsletter
Concrete Pulse
Stay ahead on concrete technology. Subscribe to our weekly newsletter. Field-tested insights on mass concrete, dam engineering, and QA/QC, delivered straight to your inbox.
Free. No spam. Unsubscribe anytime.
Talk to a concrete specialist within 24 hours.
Whether you're at pre-tender feasibility or mid-construction troubleshooting. Whether your project is in India, Bhutan, Nepal, or beyond.